

Desafio
Um fabricante líder de alimentos e bebidas que produz produtos lácteos e não lácteos prontos para beber tinha a meta de atingir emissões líquidas zero de gases de efeito estufa (GEE) até 2050. A fabricante opera uma fábrica de produção e um centro de distribuição de última geração no meio-oeste e se dedica a atender à crescente demanda dos consumidores de bebidas lácteas na América.
A composição do produto da fábrica é uma combinação de produtos lácteos e não lácteos, e os efluentes produzidos por nessas instalações são frequentemente descarregados intermitentemente à medida que tanques, homogeneizadores, trocadores de calor, linhas de engarrafamento e outros equipamentos são limpos entre as etapas de produção. Os efluentes de laticínios podem ser caracterizados por sua alta carga orgânica, ampla faixa de pH e temperaturas elevadas. Devido ao aumento do conteúdo orgânico, os efluentes de laticínios apresentam altos níveis de demanda química de oxigênio (COD) e demanda bioquímica de oxigênio (BOD), além de gorduras, óleos e graxas (FOG) e macronutrientes como nitrogênio e fósforo. Os efluentes de laticínios se decompõem rapidamente e esgotam o nível de oxigênio dissolvido das correntes receptoras, então eles não ficam sem tratamento por muito tempo.
Uma estação de tratamento de efluentes foi instalada por este fabricante em 2007 durante a construção de sua fábrica de produção de última geração. Na época, as estações de tratamento públicas locais (POTW) tinham um emissário comum e foram autorizadas a descarregar efluentes não tratados/parcialmente tratados durante as condições de surto diretamente no rio local. Como uma empresa que se orgulha da gestão ambiental, a possibilidade de seus efluentes altamente orgânicos serem lançados no meio ambiente durante uma maré de tempestade não era uma solução aceitável.
Solução
Várias tecnologias de tratamento foram avaliadas e, dados os critérios de reúso de água, a tecnologia de biorreator de membrana (MBR) foi escolhida devido ao permeado de altíssima qualidade que poderia atender às especificações para reúso em torres de resfriamento no local. Quando o projeto começou em 2007, as membranas de fibra oca ZeeWeed* 500D da Veolia foram escolhidas como a solução para o sistema.
A estação de tratamento de efluentes (ETE) em escala real foi projetada para uma vazão média de 1,5 MGD. Alguns anos mais tarde, os padrões para a composição da torre de resfriamento tornaram-se mais rigorosos, então a estação deu um passo adicional de acrescentar um sistema de osmose reversa (OR) de recuperação. Dessa forma, a estação agora poderia compensar até 50% de sua demanda de água de resfriamento por meio do reúso.
Visão geral do processo
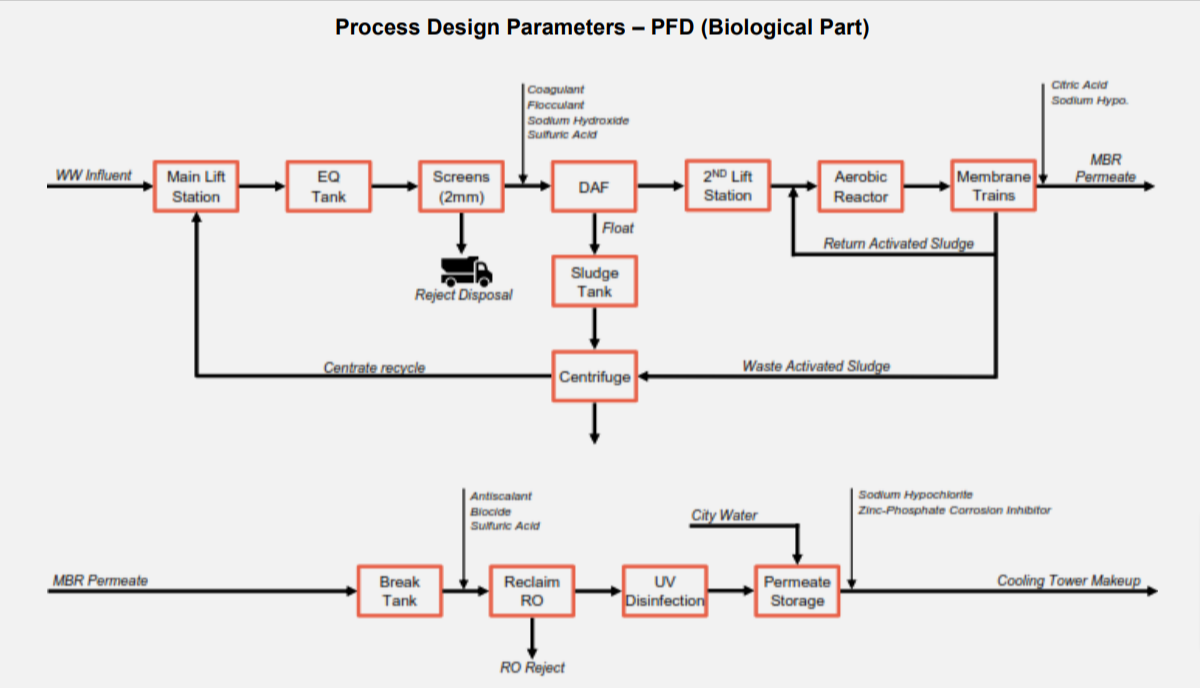
A ETAR é composta pelos seguintes processos:
- Coleta de fluxo, bombeamento, equalização e peneiramento
- Flotação por ar dissolvido (DAF), secagem de lodo e descarte de biossólidos
- Biorreator de membrana (lodo ativado com membranas de ultrafiltração (UF) ZeeWeed 500D)
Resultado
A estação de tratamento de efluentes em escala total da fábrica de bebidas trata uma vazão média diária de 1,5 MGD e o sistema MBR remove efetivamente os orgânicos, alcançando 97,4% de remoção de BOD e 94,2% de remoção de COD da água de processo (pós-tratamento DAF). O ZeeWeed MBR também remove 95% de amoníaco e produz um efluente de alta qualidade com SST < 1 mg/L adequado para alimentar a OR de recuperação.
Até 432.000 GPD do permeado ZeeWeed MBR são ainda tratados por uma OR de recuperação para reduzir o TDS e produzir água de reúso de alta qualidade para as torres de resfriamento, resfriadores e casa de máquinas da planta. A OR de recuperação pode atingir uma remoção de 98% dos íons, o que reduz a condutividade de 1750 μS na entrada para aproximadamente 90 μS no permeado.
Os benefícios econômicos gerais da água de reúso na planta incluem:
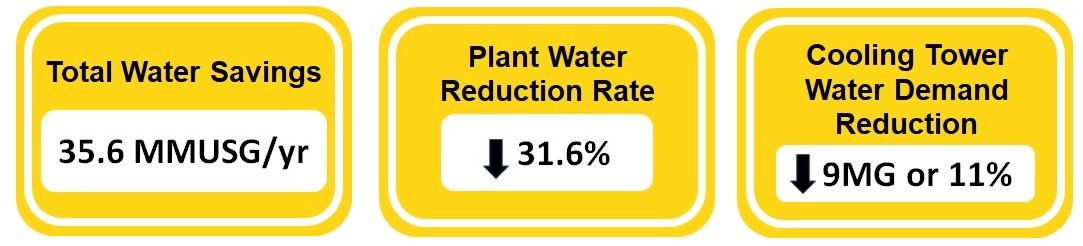
- Um volume total anual de água de recuperação de 26,6MMUSG
- A água de recuperação compensou a demanda total de água da planta em 31,6%
- A água de recuperação (com 9% de água da cidade misturada) aumentou em 3 os ciclos de concentração das torres de resfriamento antes da purga
- O aumento dos ciclos de concentração reduziu a demanda anual de água das torres de resfriamento em 9MMUSG ou 11% em 2022.
O sistema de osmose reversa de recuperação proporcionou uma economia anual total de água de 35,6MMUSG, compensando o uso de água da cidade e reduzindo a demanda de água da torre de resfriamento.
A Veolia tem liderança contínua em soluções de membrana OR e MBR, com nossas membranas mais antigas agora em operação contínua há mais de 13 anos. Se você quiser saber mais sobre essa visão geral do processo e nossas soluções para sua instalação de tratamento de efluentes, acesse nosso site.