

Uma usina de refino de petróleo canadense corria o risco de perder a capacidade de processamento de água ácida em todo o local devido à tendência de formação de espuma na seção superior da torre do concentrador. Esses episódios de formação de espuma variavam substancialmente, em geral conforme a contaminação da água ácida do coqueador upstream, e poderiam causar dificuldades operacionais.
Como não havia solução de tratamento para os casos em que esses episódios ocorriam, a única opção era reduzir consideravelmente a produtividade de carga do coqueador upstream. No passado, um só episódio de formação de espuma exigiu que a taxa de processamento do coqueador upstream caísse 42%, reduzido a produção em 50 KBPD (figura 2). Este episódio durou 30 dias e custou US$ 48 milhões para empresa, ou seja, US$ 1,6 milhão por dia.
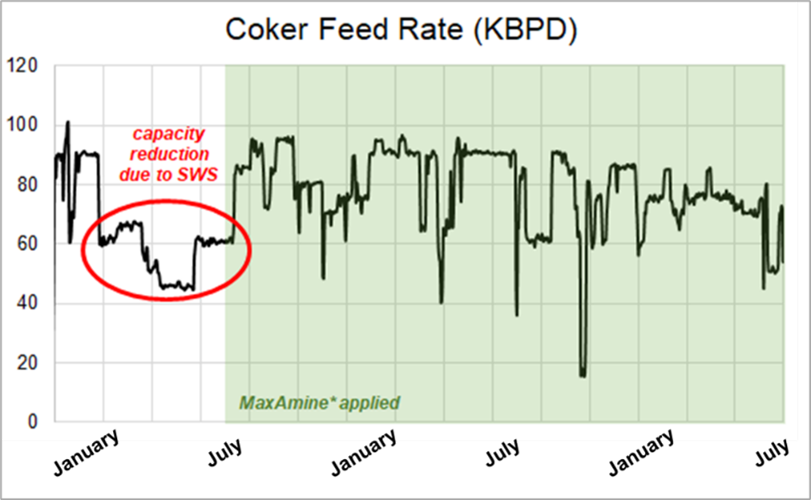
Figura 1. Taxa de alimentação de processamento do coqueador com capacidade de projeto de 95 KBPD foi reduzida em 42% devido à formação de espuma.
A finalidade da torre do concentrador de água ácida é remover o amoníaco e o sulfeto de hidrogênio (H2S) dos fluxos de água ácida gerados no local do melhorador. A torre do concentrador gera um produto da água ácida removida que pode ser reciclado no processo, além de um fluxo líquido de resíduo concentrado.
Hidrocarbonetos aromáticos, como nafta, podem ser uma grande fonte de contaminação no fluxo de admissão de água ácida do concentrador, resultando em formação de espuma na torre interna. A espuma age como um "transportador" físico, resultando em transbordamento de líquidos no acumulador superior do concentrador, limitando, assim, a taxa de processamento de matéria-prima do coqueador.
Nessas instalações de refino, foi descoberto que a água ácida do processo do coqueador upstream era regularmente contaminada com hidrocarbonetos aromáticos, resultando em episódios de formação de espuma e excesso de transbordamento de líquidos. A equipe de engenharia da refinaria trabalhou estreitamente com a Veolia para analisar o problema de formação de espuma e estabelecer uma solução que mitigaria o risco de transporte de líquidos e redução da produtividade do coqueador.
Max-Amine, um produto químico antiespumante de hidrocarboneto especializado, foi escolhido como a melhor alternativa, pois fornecia uma solução química on-line e fácil de usar para mitigar episódios variáveis de formação de espuma no concentrador de água ácida sem precisar reduzir a taxa de processamento do coqueador.
Resultado
A aplicação antiespumante demonstrou bons resultados na redução de formação de espuma na torre do concentrador de água ácida e forneceu flexibilidade para a refinaria operar na capacidade máxima de processamento do coqueador.
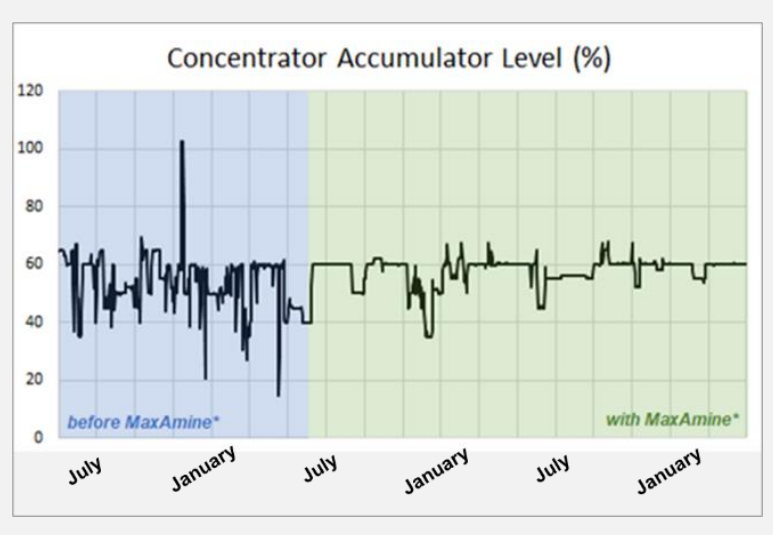
Figura 2. Nível do acumulador superior do concentrador antes e depois da injeção de Max-Amine.
A Veolia manteve uma parceria excelente com a equipe de operação da refinaria, pois a aplicação Max-Amine estabilizou o nível de inventário da água ácida e evitou a redução da taxa de processamento de um coqueador. Isso evitou que outra interrupção de separação de água ácida parecida com a anterior, que custou US$ 48 milhões em 30 dias, isto é, US$ 1,6 por dia.
No geral, a aplicação antiespumante Max-Amine contribuiu com a eliminação de quaisquer tempos de inativade de produção e com a necessidade de redirecionar os volumes de tancagem de água ácida. As economias financeiras provenientes da aplicação antiespumante para o cliente foram estimadas em US$ 1,6 milhão por dia ao evitar perdas de produção.